
Foundry process
Sand casting
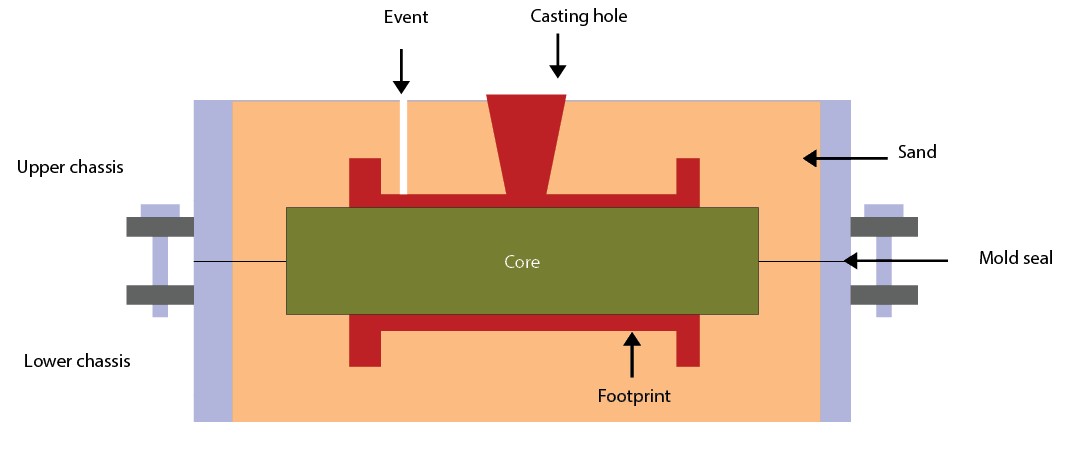
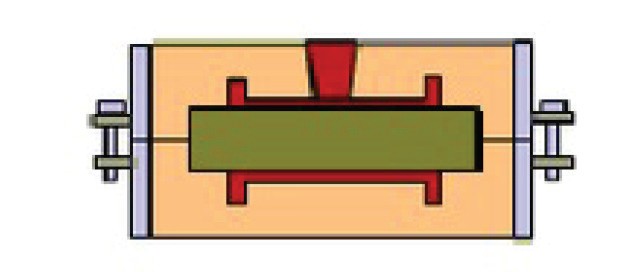
Sand casting involves making an impression in the sand from a piece-shaped model. Two metal frames perfectly located between them, serve to maintain the sand used to take the impression of the model.

The founder prepares the lower part of the mold, the half-model is covered with sand.
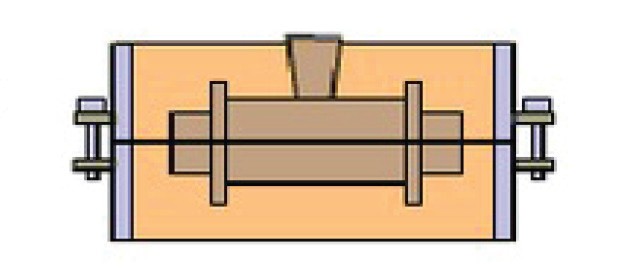
For the upper part of the mold, the foundry positions the second part of the model on the first. He adds the casting channel model and then fills the frame with sand.
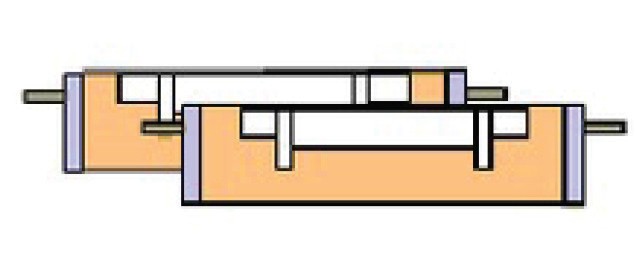
The smelter then removes the half models, pierces the vents and retouches the fingerprints if necessary.
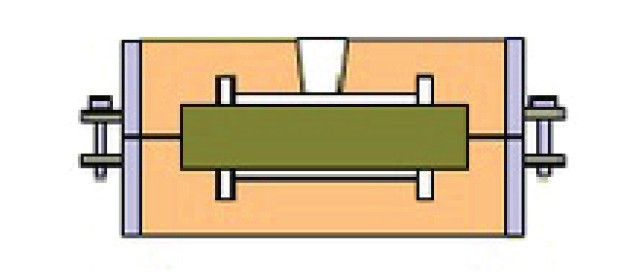
The core is placed on its staves, then the mold is closed.
The smelter then proceeds to cast the molten alloy in the mold.
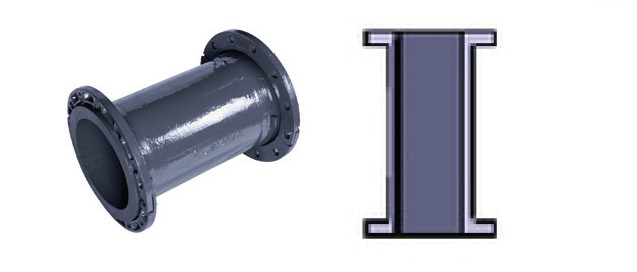
Once the part has cooled down, the sand mold is destroyed and the sand is treated. The workpiece is separated by sawing from the pouring channel and vents. Grinding is then performed to remove burrs.
The foundry blank is then ready for machining its functional surfaces.